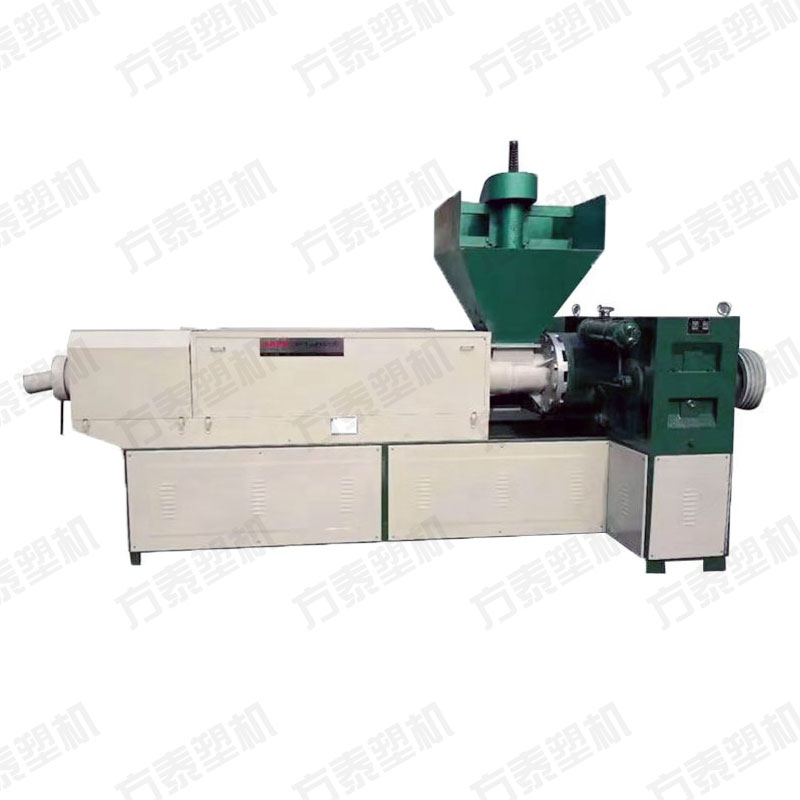
废旧塑料造粒机组生产流程:破碎清洗出来的干净片料-投入塑料造粒机主机-加热融化挤出-进入造粒机辅机-水槽冷却-切粒-接料仓
优势基本特征:塑化混炼平滑,产品量高,質量稳定性高,适宜时间范围广,选择人类使用寿命长等优势基本特征。一、注意事项
1、造粒机要单向运作;防止反转。2、造粒机切忌不可凉机空着肚子运作,需要热机放料运作,如此一来可禁止会出现粘杠(抱轴)状况。3、造粒机的浇口口,放通气孔内不许走进铁器等垃圾。进而构成故障,的影响生产加工。二、造粒机工作过程中注意事项
1、可以准备机壳溫度变幻,用乾净手触屏条子不沾手时,应会加温。陪你到条子沾手为平常。2、减速时机滑动轴承区域烧手时,或出现轰鸣声应马上维检,并补充营养给车加油的。3、主机系统滚柱联轴器型号室两端滚柱联轴器型号部分发热烧手或有杂声时,要停止设备运转检查并充注色拉油。正常人操作时,滚柱联轴器型号室时间间隔5-6天加色拉油一回。4、关注搞清楚机子的加载规范;如:机温好坏,转动速度快与慢,可要根据情况发生,及时的整理。5、外壳运行的不固定期,应需要注意观察连轴器契合的腐蚀痕迹有无太紧了,要马上调松些。三、首 次开机操作方法
1、开机前,首先升温约四五十分钟。将温度升到用手拉动电机三角带直到自如;按正常工作旋向连续拉动八到十次。然后继续升温十分钟左右,而后开机,但要继续加温,因为正常生产需要持续补充热量;根据不同性质的塑料调节不同温度。
2、造粒机一般操作时,机温要始终维持可靠,不能忽高忽低。放进气口随近,知道塑料造粒机模头皮肤部位的温度要始终维持200℃的样子(指丙料、乙料)。3、入料要更加均匀,并加足。机子吃料运行速率送料运行线速度要互相配合应当。以至于会导致颗粒剂的效果和销售量。4、停止时时,设备要切底关闭主机电源。油门线丝堵(带气动扳手组成部分)要摘过来。待下一场动用前另外加温。
 微信qq网络咨询
微信qq网络咨询
 安卓手机看
安卓手机看



