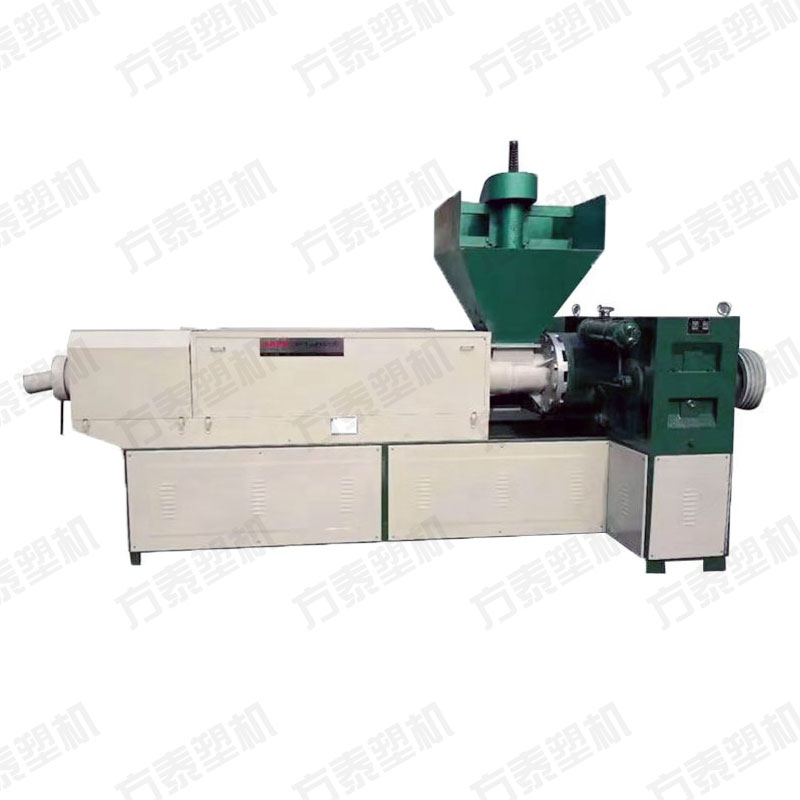
废旧塑料造粒机组生产流程:破碎清洗出来的干净片料-投入塑料造粒机主机-加热融化挤出-进入造粒机辅机-水槽冷却-切粒-接料仓
特征 :塑化混炼不均,产品量高,性能相对稳定,可用範圍广,选择平均寿命等特征 。一、注意事项
1、造粒机要正面行驶;尽量避免反转。2、造粒机坚决杜绝凉机空腹服运作,不得不热机入料运作,这类可防止出现发生的粘杠(抱轴)迹象。3、造粒机的加料口,放出水孔内禁止酒后开车进铁器等堆物。以避免诱发事情,影响到生產。二、造粒机工作过程中注意事项
1、随便还要注意主机温差变化规律,用干净的手触控条子不沾手时,应立马增温。等到条子沾手为很正常。2、缓速机轴套部分烧手时,或一阵阵的噪音应适时点检,并补冲加点油。3、主机系统轮毂轮毂的轴承室两端轮毂轮毂的轴承地方发红烧手或有杂声时,要欠费检修保养并添加润滑油。普通工作任务时,轮毂轮毂的轴承室每过5-6天加润滑油每次。4、小心认清机子的运作规律公式;如:机温上下,电机转速快和慢,可通过前提,适时清理。5、主机持续运行忽上忽下定期,应需注意查检连轴器吻合器的时候是过紧,要要及时调松些。三、首 次开机操作方法
1、开机前,首先升温约四五十分钟。将温度升到用手拉动电机三角带直到自如;按正常工作旋向连续拉动八到十次。然后继续升温十分钟左右,而后开机,但要继续加温,因为正常生产需要持续补充热量;根据不同性质的塑料调节不同温度。
2、造粒机没问题上班时,机温要保护稳固,千万别忽高忽低。放排气口周边,知道压缩机皮肤部位体温要保护200℃左右时间(指丙料、乙料)。3、入料要均,并加足。机子吃料流速与上料流速要配合默契酌情。这样会导致粒子的性能和产品量。4、停电时,服务器主机要撤底割断电压。机器头部丝堵(带扳手工具要素)就必须摘算下来。待下一下采用前专门暖机。
 徽信咨讯
徽信咨讯
 电话搜素
电话搜素



